Adhesion Aids
Adhesion in railway locomotives is, of course, a complicated area. On steam locomotives adhesion aids have generally been extremely poor, often designed as an after-thought when such systems should be of prime importance. What is the point of having a locomotive unable to transmit the power it can produce to the rail? Sadly, all too often, operators have been saddled with just such machines.
Porta's approach can, perhaps, best be summed up by saying that all practical and simple methods of improving adhesion should be addressed before spending large sums of money on research into more complicated technical solutions. So he developed what could be described as a suite of modifications which really ought to be applied in full. Addressing one area is all well and good, it will have a positive effect, but if all areas are tackled the result is much greater than the sum of the individual parts.
Included within Porta's approach is the high adhesion wheel profile (HAWP), water based flange lubrication, railhead steam cleaning jets and steam or air sanding with railhead washing. The last three items all coming under the heading of railhead conditioning/contamination control.
High Adhesion Wheel Profile
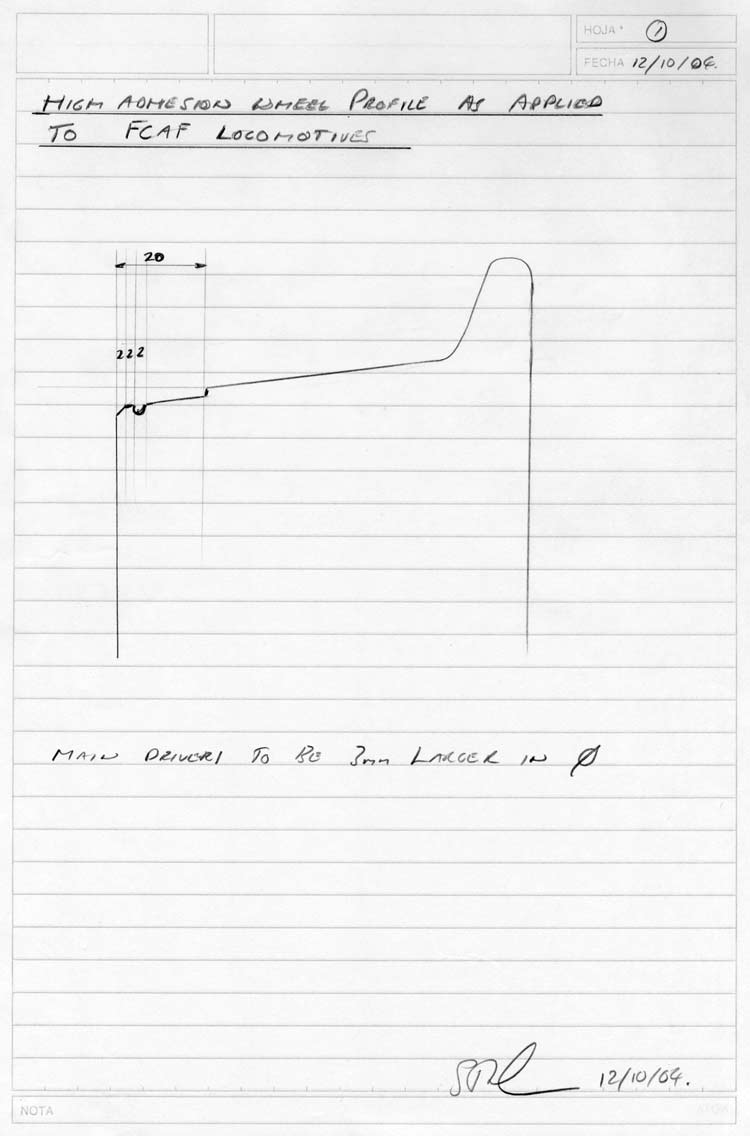
The history of the HAWP goes back to Porta's time on the Río Turbio (RFIRT) coal railway. Over the years, with more research and development, the profile was improved with the "final" version being perfected on Minaz 1816 in Cuba. Subsequently this version of the profile was applied on FCAF Nos. 2 & 3 during their respective stage one modifications.
The diagram below was drawn for the webmaster by Shaun McMahon in October 2004.
Note that with the HAWP, on steam locomotives, the main driven wheelset tyres, that is the wheelset driven by the connecting rod, are turned 3mm larger than the other driven wheelsets. This is done as the main driven wheelset tyres wear more quickly than those on the coupled axles.
 |
When FCAF No.3 Camila's wheelsets were turned in 1999 they were given the HAWP. Other than a few trips rolled around the yard the wheelsets are as delivered from the works in Río Grande. © Shaun McMahon |
 |
One set of wheelsets from FCAF's 0-4-0+0-4-0 No.2 fresh from turning and the application of the HAWP in 2002. © Shaun McMahon |
Photographed in October 2004 these photographs show the high adhesion wheel profile as applied to FCAF No.2. It should be noted that No.2 has tyreless wheels made of an unknown material proven to be unsuitable for locomotive wheels. In places the profile surface was noted to be breaking up - these wheels are spares supplied with the locomotive, the originals of the same material failed in 2000. |
 |
In a lecture given to ICOHTEC in 1990 entitled 'Steam Locomotive Power: Advances made during the Last Thirty Years. The Future' Porta provided then current, but now superceded, information on the HAWP. It is provided here so that the some of the development it has gone through can be seen.
The drawings are as drawn by Porta however the annotations have been re-written digitally to make reading easier. The text has been transcribed as written with minor alterations to the English and a couple of clarifications.
 |
Tyre profile used by the author (Porta) at Río Turbio and on engine No.1802 (FCGB). The “anti-hollow” profile leads to some extra 30000km on wear thanks to the 3mm step. Lubricant otherwise creeping towards the rolling surface of the tyre, is ejected away thanks to the lip; it cannot run against the centrifugal force on the inclined surface of the latter.* * In communication with the webmaster Engineer Shaun McMahon, working in Río Turbio (RT) at the time, said that: "(in) fact that this was not the original profile used at RT but the second version as used on FCGB No.1802. The original RT one did not have the lip built into the profile, rather it was a simpler version that had a longer chamfer thus avoiding oil and grease creep onto the contact surface. The separate lip and subsequent chamfer were designed into the profile later...." |
Railhead Conditioning/Contamination Control
By its very nature railheads are subject to contamination from various factors such as the effects of vegetation, local atmospheric and ground conditions and lubrication leakage from locomotives etc. Any such contamination has the potential to wreck adhesion. As shown above the HAWP is designed to prevent contamination from reaching the contact area of the tyres thus preventing a loss of adhesion. This system, effective as it is, of course benefits if contamination is kept to a minimum in the first place.
Porta very strongly stressed that rail head contamination had to be controlled. Below is an example of one method he used to demonstrate the degree of rail head contamination:
 |
Example of a “finger-spot” test on the Río Turbio line, Argentina. A filter paper is made to slide under a gentle pressure exerted by the finger against the rail, over a standard length. The resulting spot is a qualitative measure of the contamination degree. |
Contained within the 'Steam Locomotive Power: Advances made during the Last Thirty Years. The Future' paper are details of how Porta was able to overcome serious (lack of) adhesion problems with electric multiple units operating in the Buenos Aires area. Wheel flats, occurring during braking, had reached epidemic proportions. The unit suppliers wanted to install full (and expensive) anti-slip technology however the railways instead turned to Porta. Following a study of railhead conditions it was that determined that there was heavy contamination, mainly the result of leakage from diesel locomotives operating over the same routes. Porta's recommendations saw railhead conditioning trains run every night - as a result the adhesion problems disappeared. What did a railhead condition trains consist of? Nothing complicated - a diesel locomotive was run with sanders running. The grinding effect of the sand under the wheels effectively cleaned almost all contaminants from the rail (until the next leaky diesel came by!) The wheel flat problem evaporated even if the electric traction engineers were none too impressed by this not very technical (on the surface) solution.
The real solution would, of course, have been to address the leakage of oil from diesel locomotives but this was not going to be easy or cheap to do, despite the benefits its offered.
On modern and other types of steam locomotives, Porta advocated a number of approaches to deal with contaminated rails. Modern steam locomotives, unlike previous generations, do not tend to throw large amounts of oil out of bearings etc which has, in the past, contributed to poor adhesion thus removing one source of trouble.
Sanding & Rail Washing
To deal with remaining problems the very best in sanding equipment is to be used in conjunction with rail washers behind the last set of driven wheels. This washing being employed to clear the rail of sand which would otherwise increase friction on the wheels that followed. In addition sanding ahead of any leading undriven wheels, first employed by Chapelon, is a must. With this system a very small amount of sand is placed in front of the leading undriven axle. As the sand passes under this wheelset and some adheres to the tyres a mild grinding action occurs which will help to remove an contamination.
 |
The arrow points to the sanding delivery pipe ahead of the lead bogie wheels on the legendary Chapelon 240P class. |
Porta analysed sanding systems from around the world before designing what he felt represented the best technologies and ideas combined into one system. Whether air or steam is to be used as the propellant depends entirely on the application and specifically where in the world the locomotive is to operate. Where freezing temperatures are common steam is generally the best option, even a small amount of moisture in an air operated sanding system can lead to operating problems. It should go without saying that gravity sanding is not even to be considered!
 |
A sand trap design from Porta's 1990 paper "Steam Locomotive Power: Advances made During the last Thirty Years. The Future." Porta's comments accompanying this diagram are: "Proposed sand trap incorporating all the best features gathered from practice. Adhesion is so important is deserves close attention to detail". |
Rail washing behind the last driven axle is nothing more complicated than arranging a supply of water from the locomotive's tanks to be sprayed over the rail removing any remaining sand. Alternatively, should there be issues with putting water containing water treatment chemicals on the rail/ground a supply of condensed saturated steam can be used.
Railhead Cleaning Jets
This system uses live, saturated, steam to blast contaminants from the railhead. It really is that simple. It has proved so effective that it has been used in preference to sanding. At FCAF in 2004, in poor conditions, with the webmaster on the footplate, locomotive No.3 'Camila' was struggling for adhesion. The options open to driver McMahon were sand or steam cleaning of the railhead. The later was selected and almost totally eliminated slipping.
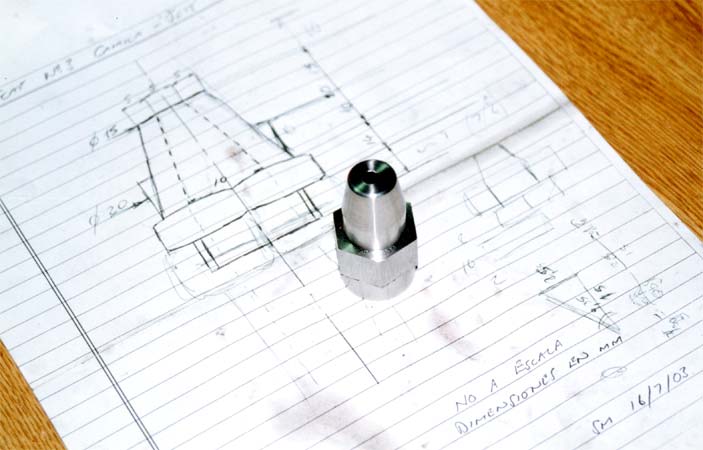 |
Railhead cleaning jet nozzle drawing and manufactured nozzle. © Shaun McMahon |
 |
And one of the nozzles installed on FCAF No.3 Camila. © Shaun McMahon |
The system is simple to fit and use. Saturated steam is taken from the locomotive's manifold directly to nozzles mounted just in front of each driven axle. These nozzles are angled towards the railhead facing in the direction of travel. Naturally pipework to the nozzle should be insulated to retain the maximum effect and reduce the time between opening the control valve and the delivery of steam to the jet nozzle.
It should be noted than whilst the negative effects would be small working on the basis that only the best will do Porta would have strongly suggested that any source of steam of railhead cleaning must be pure. That is the steam must not be contaminated with solids carryover from the boiler water. Happily Porta was able to ensure this when using his own internal water treatment regime.
Condensed Steam Flange Lubrication
This item might seem misplaced, but it is not and for two reasons. The first is the idea of using a flange lubrication system based on oil, be it a rail-side or locomotive based system is doing precisely the opposite of what should be done, that being keeping the railhead free of contamination. For obvious reasons oil or grease should not be allowed on to the railhead. The second reason is that a water based flange lubrication system also helps to keep the tyres clean of contamination by washing it off.
As applied at FCAF this system showed itself capable of eliminating flange squealing on the tightest corners despite the very dusty conditions. The practical application is fairly straightforward. Steam, again it should be pure steam, is fed from the manifold via a control valve and condensing pipe to nothing more complicated than an open ended pipe which allows the condensed steam to run on to the top section of the tyre thus lubricating the flange. This water does not ruin adhesion. Pure water has virtually no influence on adhesion, but water mixed with railhead contaminants of many types can. Impure steam, if used, could also contribute to the compromising of adhesion.
 |
FCAF No.3's chassis with the boiler and tanks off showing various parts of the flange lubrication system as labelled. Additional modifications can be seen including heavily insulated cylinders and proportional lubrication drive. © Shaun McMahon |
These few details just scratch the surface of Porta's thinking and work on adhesion!
