High Adhesion Wheel Profile
The history of the high adhesion wheel profile goes back to Porta's time on the Rio Turbio (RFIRT) coal railway. Over the years, with more research and development, the profile was improved with the "final" version being perfected on Minaz 1816 in Cuba. Subsequently this version of the profile was applied on FCAF Nos. 2 & 3 during their respective stage one modifications.
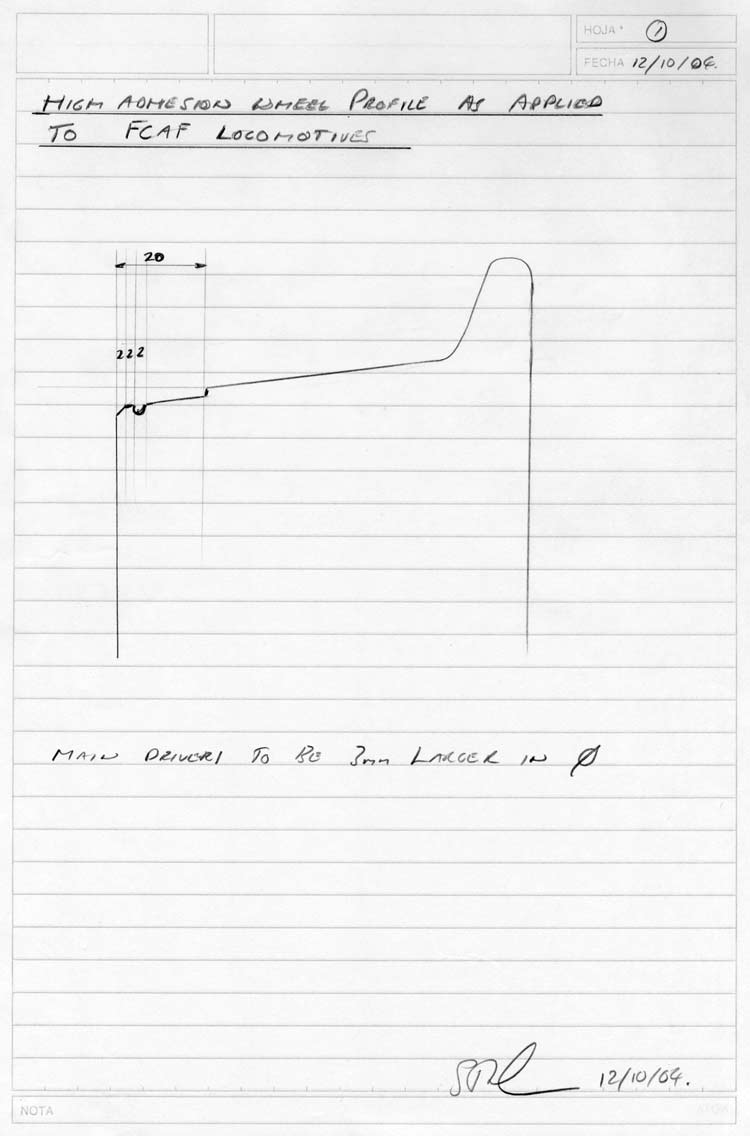
The diagram below was drawn for the webmaster by Shaun McMahon in October 2004. A full written explanation of the profile is currently being prepared.
Note that on steam locomotives the main driven axle, that is the one driven by the connecting rod, is to be turned 3mm larger than the other driven wheels.
Photographed in October 2004 these photographs show the high adhesion wheel profile as applied to FCAF No.2. It should be noted that No.2 has tyre-less wheels made of an unknown material proven to be unsuitable for locomotive wheels. In places the profile surface was noted to be breaking up - these wheels are spares supplied with the locomotive, the originals of the same material failed in 2000. |
 |
In a lecture given to ICOHTEC in 1990 entitled 'Steam Locomotive Power: Advances made during the Last Thirty Years. The Future' Porta provided then current, but now superceded, information on the tyre profile. It is provided here so that the some of the development it has gone through can be seen. In addition further information on adhesion is presented. The drawings are as drawn by Porta however the annotations have been re-written digitally to make reading easier. The text has been transcribed as written with minor alterations to the English and a couple of clarifications.
 |
Tyre profile used by the author (Porta) at Río Turbio and on engine No.1802 (FCGB). The “anti-hollow” profile leads to some extra 30000km on wear thanks the 3mm step. Lubricant otherwise creeping towards the rolling surface of the tyre, is ejected away thanks to the lip; it cannot run against the centrifugal force on the inclined surface of the latter.* * In communication with the webmaster Engineer Shaun McMahon, working in Río Turbio (RT) at the time, said that: "(in) fact that this was not the original profile used at RT but the second version used on 1802, the original RT one did not have the lip built into the profile, rather it was a simpler version that had a longer chamfer thus avoiding oil and grease creep onto the contact surface. The separate lip and subsequent chamfer were designed into the profile later...." |
Porta wrote a great deal on adhesion issues. As was often the case his ideas and theories were somewhat different to the accepted norms. He very strongly stressed that rail head contamination HAD to be controlled. Below is an example of one method he used to demonstrate the degree of rail head contamination:
 |
Example of a “finger-spot” test on the Río Turbio line, Argentina. A filter paper is made to slide under a gentle pressure exerted by the finger against the rail, over a standard length. The resulting spot is a qualitative measure of the contamination degree. |
Contained within the same paper are details of how Porta was able to overcome serious (lack of) adhesion problems with electric multiple units operating in the Buenos Aires area. Wheel flats, occurring during braking, had reached epidemic proportions. The unit suppliers wanted to install full (and expensive) anti-slip technology however the railways instead turned to Porta. Following a study of railhead conditions it was that determined that there was heavy contamination, mainly the result of leakage from diesel locomotives operating over the same routes. Porta's recommendations saw railhead conditioning trains run every night - as a result the adhesion problems disappeared. What did a railhead condition trains consist of? Nothing complicated - a diesel locomotive was run with sanders running. The grinding effect of the sand under the wheels effectively cleaned almost all contaminants from the rail (until the next leaky diesel came by!) The wheel flat problem evaporated even if the electric traction engineers were none too impressed by this not very technical (on the surface) solution.
These few details just scratch the surface of Porta's thinking and work on adhesion!
